In the field of industrial automation precision assembly, the force-displacement monitoring window for servo press-fitting is the "core defense line" for controlling product quality. It is not only the basis for determining whether a press-fit is qualified, but also the key to tracing assembly anomalies. However, in practical operations, many engineers are still confused: what exactly constitutes a qualified monitoring window? Today, using actual curve cases, we explain the determination logic step by step with one image and one explanation.
The essence of a monitoring window is the force-displacement curve qualification area set based on product processes and extreme sample data. A qualified press-fitting process requires that the real-time collected curve accurately falls within the preset window while simultaneously meeting both shape and parameter standards.
1、The Core Form of a Qualified Monitoring Windows
As shown in the figure, the qualified curve mainly presents two characteristics: first, in the segmented monitoring scenario, the curve passes through the segmented windows of entry, middle segment, and final pressure in sequence, without touching the boundaries; second, in the overall monitoring scenario, the curve stays entirely within the window range, with a smooth and continuous shape, and key node parameters fully meet the standards.
2、Typical Scenarios and Causes of Unqualified Windows
01.Nonconforming curves above the upper limit and their causes
When the curve rises above the upper limit of the monitoring window, it is often caused by abnormal assembly resistance. Common reasons include: the workpiece material being too hard, excessive interference fit, oversized part dimensions, or uneven force due to part misalignment, all of which can make the pressing force far exceed the process standard.
02.Nonconforming curves below the lower limit and their causes
If the curve falls below the lower limit of the monitoring window, it means that the assembly constraints are insufficient. The main causes include: the material being too soft,excessive clearance in the fit, parts being shortened or damaged, and even damage to the tooling mold, all of which can cause the pressing force to fail to meet process requirements.
3、Principles for Determining Qualified Monitoring Windows
Based on practical experience with the VINTEKO press-fit control system, the determination of a qualified monitoring window must follow three main criteria:
01. Boundary Compliance: The window is based on SPC statistics and process documentation, with a reasonable width—not so wide that defective products pass, nor so narrow that it causes misjudgment.
02. Complete Curve: From pressing to the end of holding pressure, the curve remains entirely within the window, with no sudden changes, spikes, or cliff-like fluctuations.
03. Parameter Standards: Key indicators such as starting force, peak force, displacement at position, and holding pressure parameters all align with the process range.
4、VINTEKO Press-Fit Control System Qualification Curve Window Interface
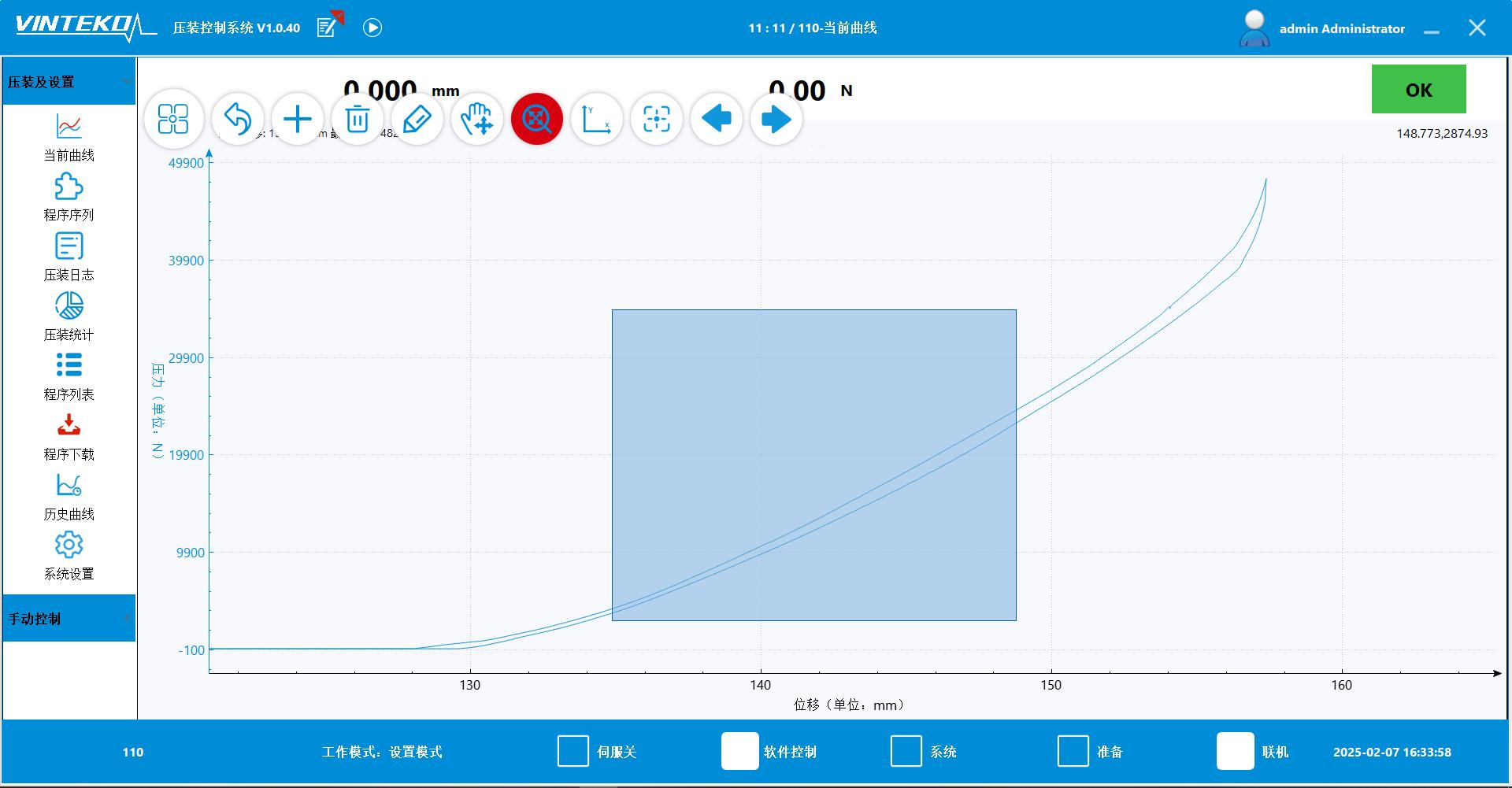
The core of precision press-fitting is 'process control,'and a qualified monitoring window is the key to achieving this goal. Mastering the above judgment criteria not only allows for quickly identifying assembly anomalies but also enables tracing the root cause through curves, significantly improving production line yield and efficiency.