

在工业自动化精密装配领域,伺服压装的力 - 位移监控窗口,是把控产品质量的 “核心防线”。它不仅是判定压装合格的依据,更是追溯装配异常的关键。但在现场实操中,不少工程师仍会困惑:到底什么样的监控窗口才算合格?今天结合实际曲线案例,一图一解讲透判定逻辑。
监控窗口的本质,是基于产品工艺、极限样件数据设定的力 - 位移曲线合格区域。合格的压装过程,需让实时采集的曲线精准落入预设窗口,同时满足形态、参数的双重标准。
一、合格监控窗口的核心形态
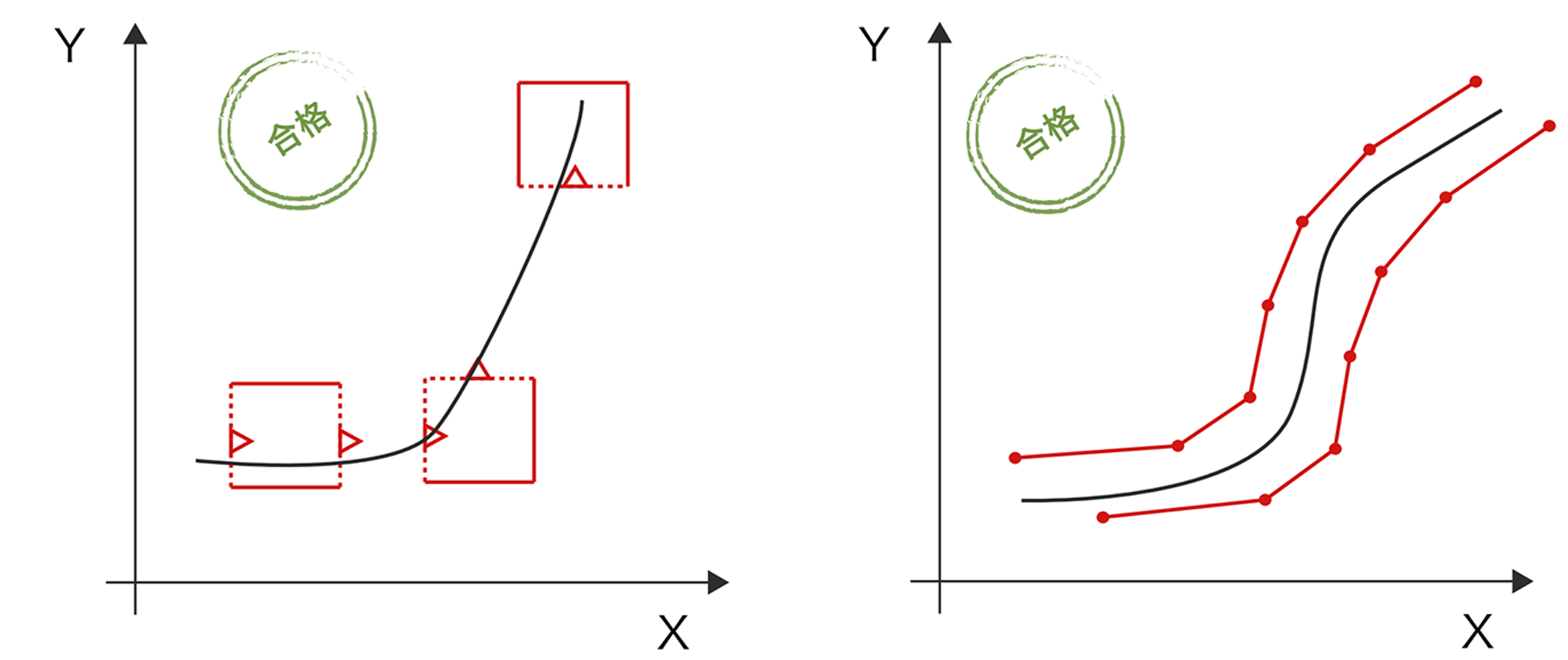
如图所示,合格曲线主要呈现两大特征:
一是分段监控场景下,曲线依次穿过初入、中段、终压的分段窗口,无触碰边界情况;
二是整体监控场景下,曲线全程处于窗口范围内,形态平滑连续,关键节点参数完全达标。
二、不合格窗口的典型场景与成因
1、高于上限的不合格曲线及成因
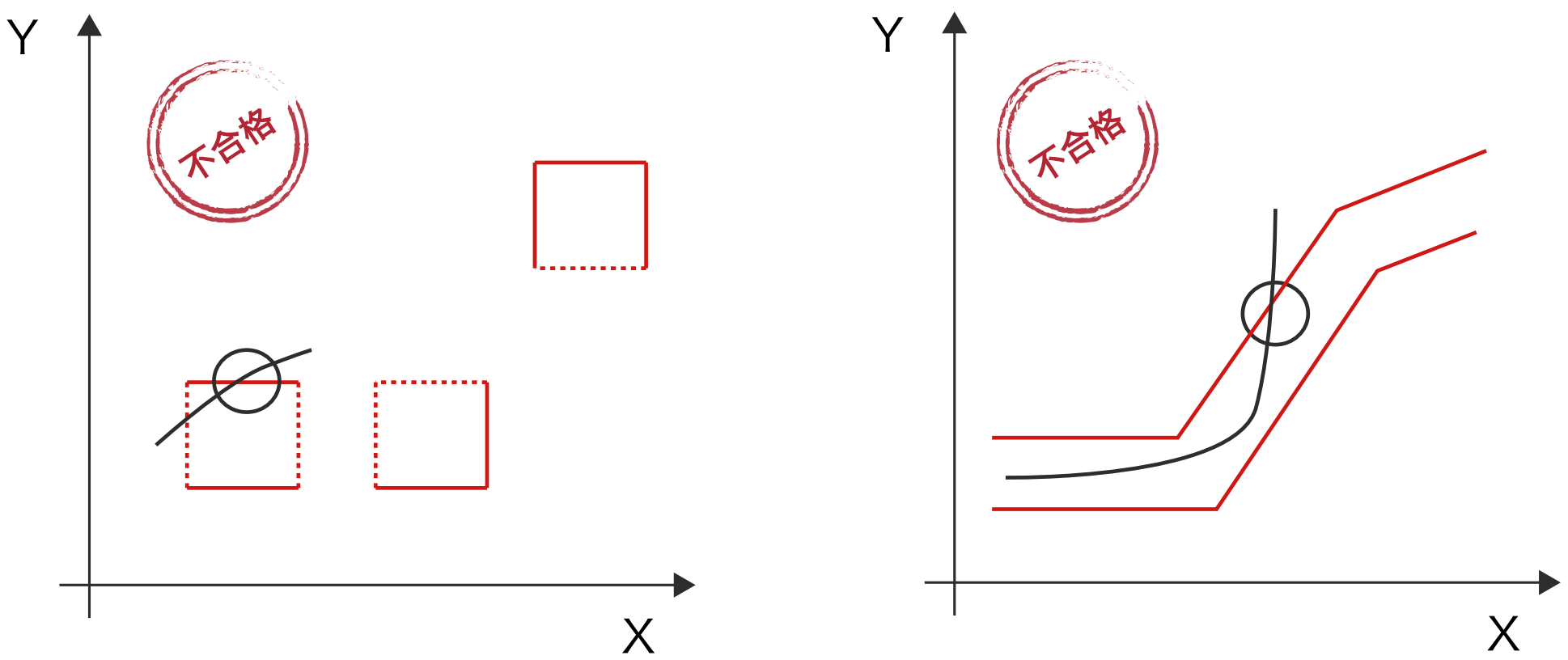
当曲线高于监控窗口上限时,多由装配阻力异常导致。
常见原因包括:工件材料过硬、配合过盈量过大、零件尺寸偏长,或零件放置偏移导致受力不均,这些情况都会让压装力远超工艺标准。
2、低于下限的不合格曲线及成因
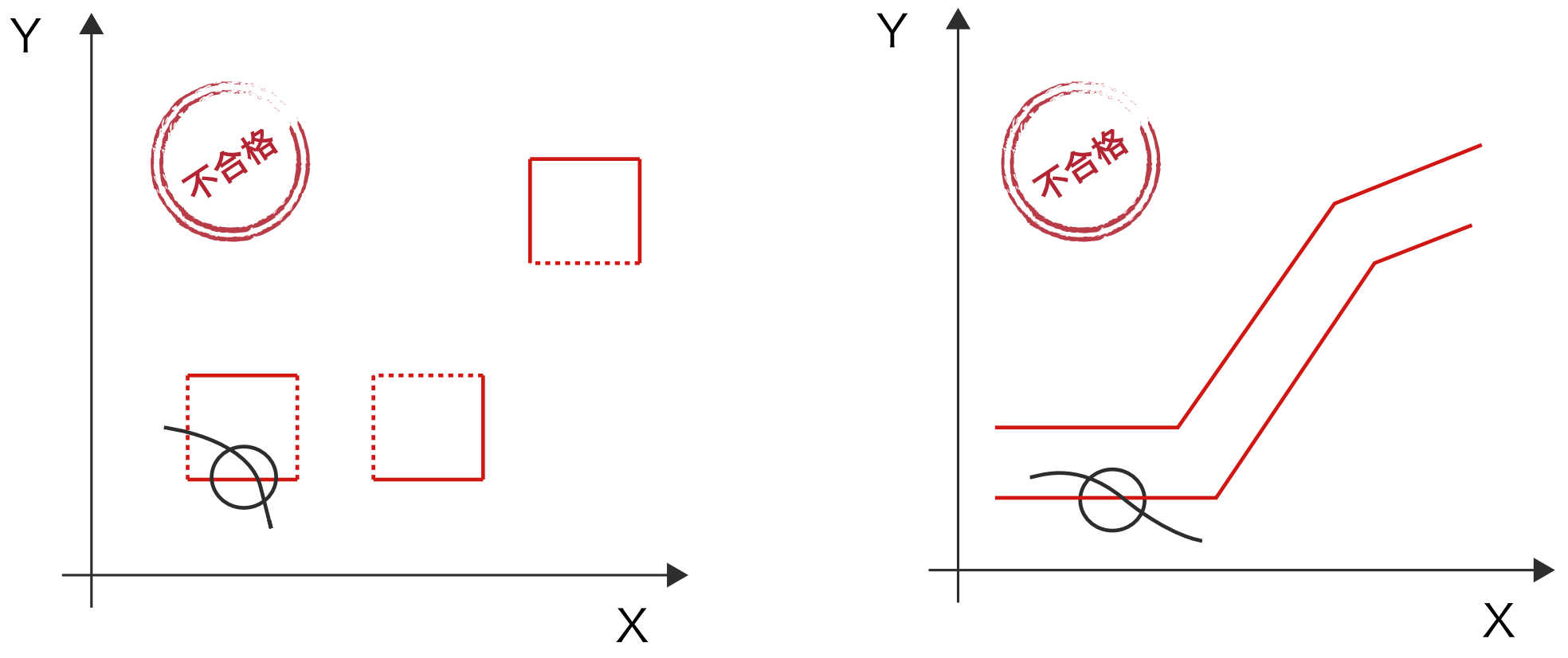
若曲线低于监控窗口下限,则意味着装配约束不足。主要成因有:材料过软、配合间隙过大、零件短缩或破损,甚至工装模具破损,都会造成压装力达不到工艺要求。
三、合格监控窗口的判定原则
结合威汰科压装控制系统的实操经验,合格监控窗口的判定需遵循三大准则:
1、边界合规:窗口基于 SPC 统计与工艺文件设定,宽度合理,不宽到放过不良品,不窄到造成误判
2、曲线完整:从压入到保压结束,曲线全程在窗口内,无跳变、尖峰、断崖式波动
3、参数达标:起始力、峰值力、到位位移、保压参数等关键指标,均贴合工艺区间
四、威汰科压装控制系统合格曲线窗口界面
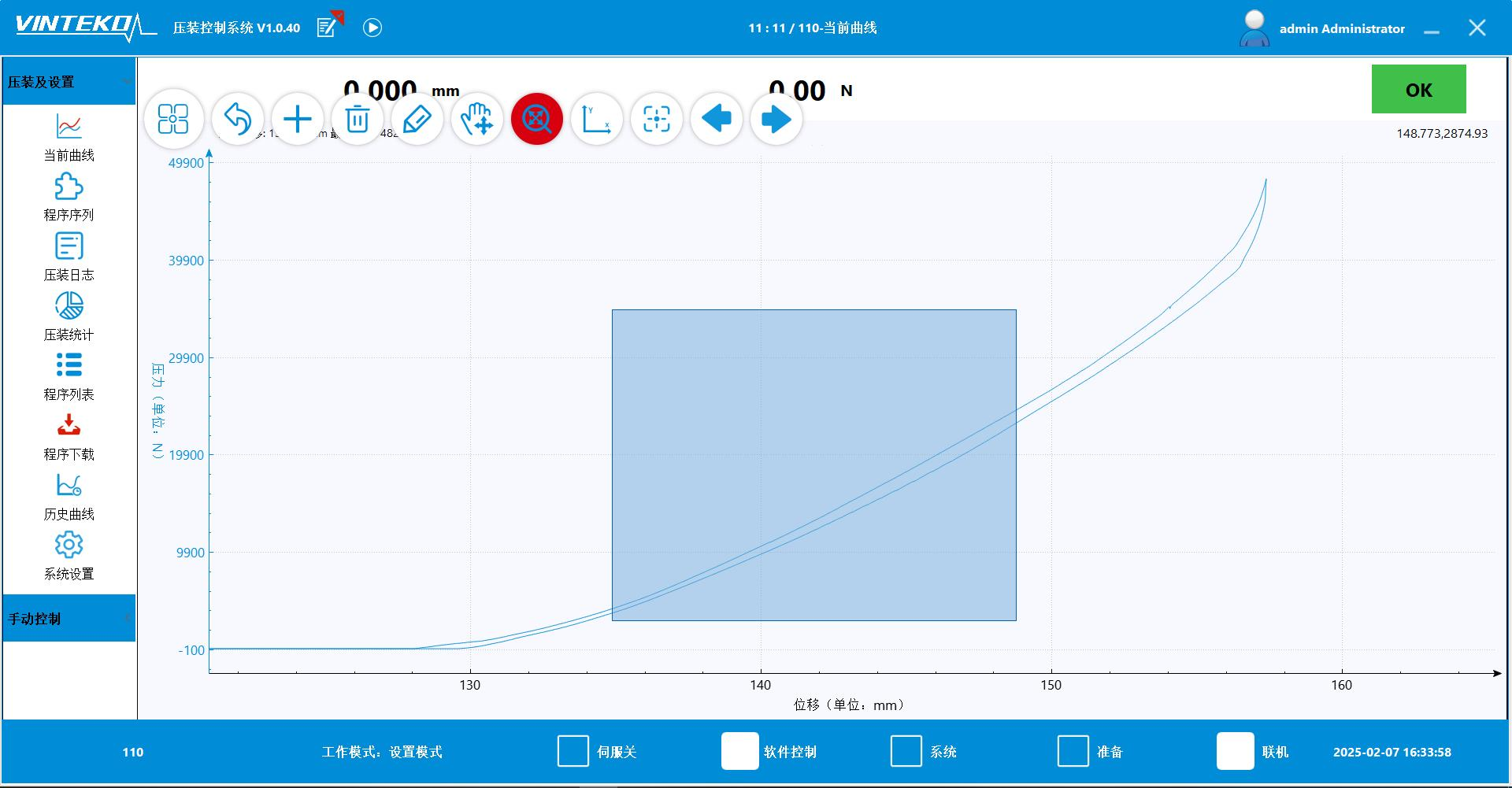
精密压装的核心是 “过程可控”,而合格的监控窗口,正是实现这一目标的核心。掌握上述判定标准,既能快速识别装配异常,又能通过曲线追溯根因,大幅提升产线良品率与生产效率。









 沪公网安备31011702891619号
沪公网安备31011702891619号